
Learning center
SMART Steam Trap Working Principles
Learning center
LEARN MORE ABOUT VENTURI STYLE STEAM TRAPS
SMART STEAM TRAP SELECTION GUIDELINES
When we size the trap, we group all SMART Steam Traps in the plant under one of these categories...
Read more
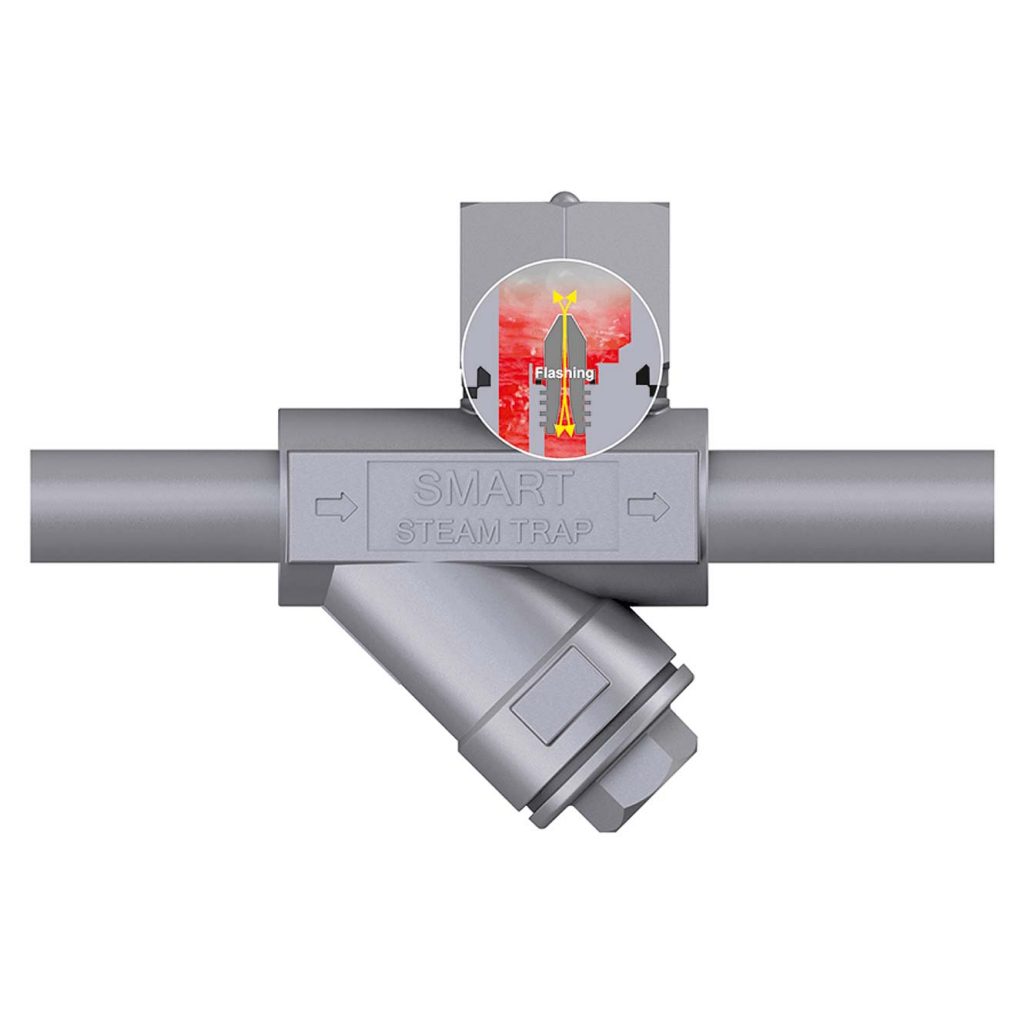
HOW DOES VENTURI STEAM TRAP WORK?
The overall capacity of the trap is comprised of two parts. First, a portion of the capacity is controlled...
Read more



Frequently Asked Questions
Q: How efficient is a SMART Steam Trap at handling varying loads than a Mechanical Steam Trap?
Q: In what kind of applications do the SMART Steam Traps show the best performance?
Q: Why SMART Valve Inc. prefers the use of Venturi Technology over standard mechanical steam trap offerings for making a condensate free steam operating system?
Q: Can SMART Steam Traps fail? A comparison of steam trap failure mechanisms.
Q: What are the expected financial and performance results in a facility that changes completely from mechanical steam traps to SMART Steam Traps? What are the possible outcomes?
Q: What is the reason for technically evaluating a system before sizing a SMART Steam Trap?
Q: How do I know that the steam that is coming out from the trap is not live steam?
Q: What is the purpose of collecting so much data before sizing a SMART Steam Trap?
Q: How a SMART Steam Trap is better than a traditional mechanical steam trap in terms of efficiency, cost, and performance?
Q: What are the outcomes of conversion to the SMART Steam Trap when a company believes it has the best steam trap maintenance program in the market?