
SMART STEAM TRAP SELECTION GUIDELINES
When we size the trap, we group all SMART Steam Traps in the plant under one of these categories:
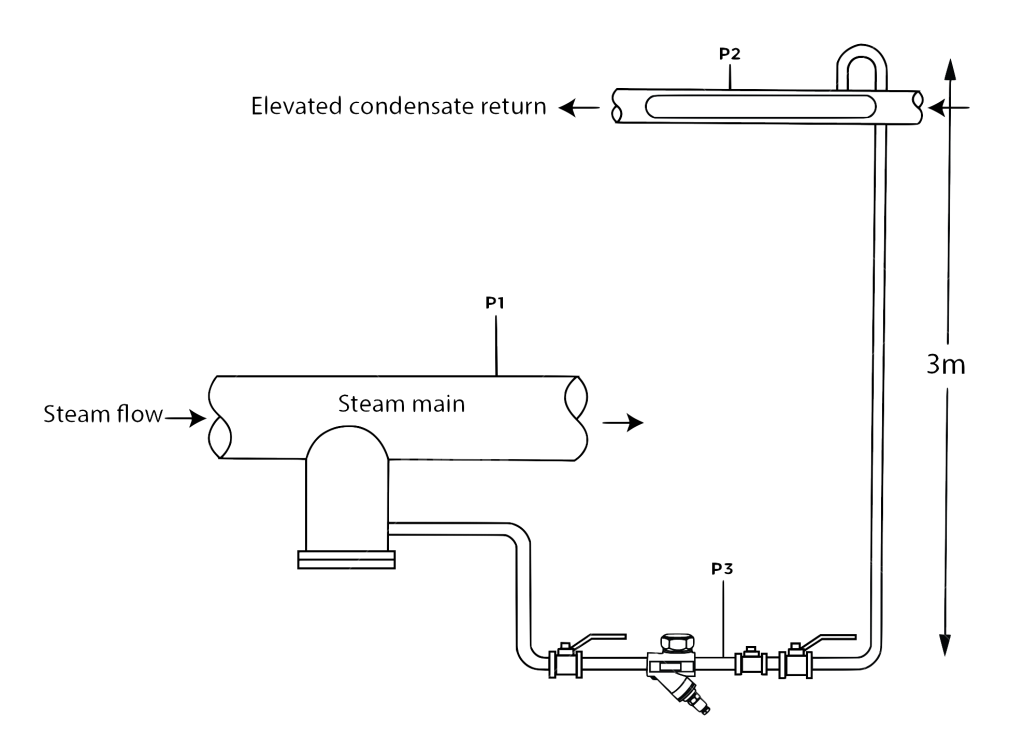
- Drip Applications: “Drip leg traps”, “Drip trap”
Drip leg steam trap refers to a steam trap that is used for draining condensate formed in steam distribution piping as steam is transported from the boiler to its point of use by one of the process applications. Removing this condensate protects valves and piping from the water hammer and keeps the steam dry; so by the time it reaches the endpoint, it has achieved the required temperature. Since condensate loads tend to be small at these trap stations, they will have smaller orifices. The trap stations that we provide also come with an integrated Y strainer and bleed valve to protect the orifices and make maintenance possible at any time under steam pressure. It is reasonable to consider a single trap with the same orifice, just different connection sizes, in one pressure category that can operate over a wide range of main pipe sizes and distances between trap stations to simplify the selection and reduce inventory. Other factors to consider when selecting drip traps include connection size, pressure rating, serviceability, efficiency, installation orientation, and its ability to drain condensate as it forms without backing it in main steam pipes.
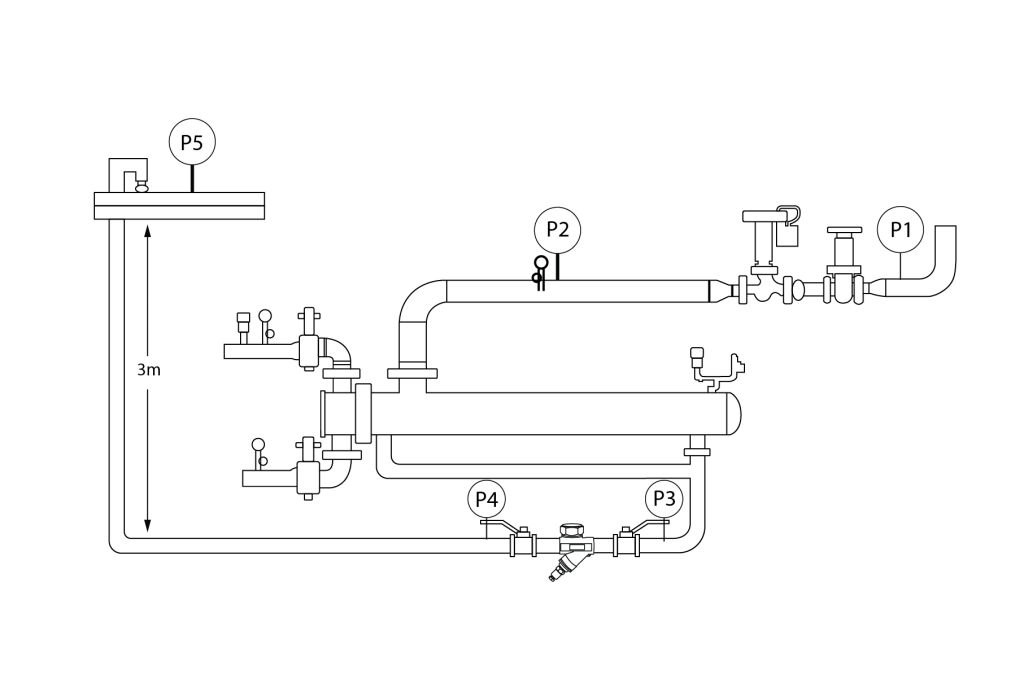
- Process Applications: “Process traps”
Process Application refers to draining condensate that is formed during a process where steam was used for intrinsic Latent Heat Energy. These applications typically require steam traps with relatively high condensate capacity and they also tend to be very important traps for manufacturing efficiency and reliability. In most process applications, it is important to discharge air present in the system during start-up, so the steam can quickly enter the system which is done through all SMART Steam Traps. Because many process applications are controlled by modulating steam supply, it is also important to select a steam trap that can handle varying condensate loads. This is where our SMART Steam trap can work with a modulated system with great range. The steam trap must have enough capacity to discharge the condensate as it forms, timely, even when the differential pressure across the trap is low. These low-pressure conditions commonly occur in process applications where control valves, or other types of modulating valves, are used to regulate the flow of steam into the process equipment. Since our trap’s in-process application has close to mechanical steam trap orifice size, these traps do not have any built strainers and are maintenance-free with high reliability. We have many cases where the existing steam trap would fail almost quarterly due to high condensate loads and pressures and the client would not be able to fix the problem till they switch to our technology.
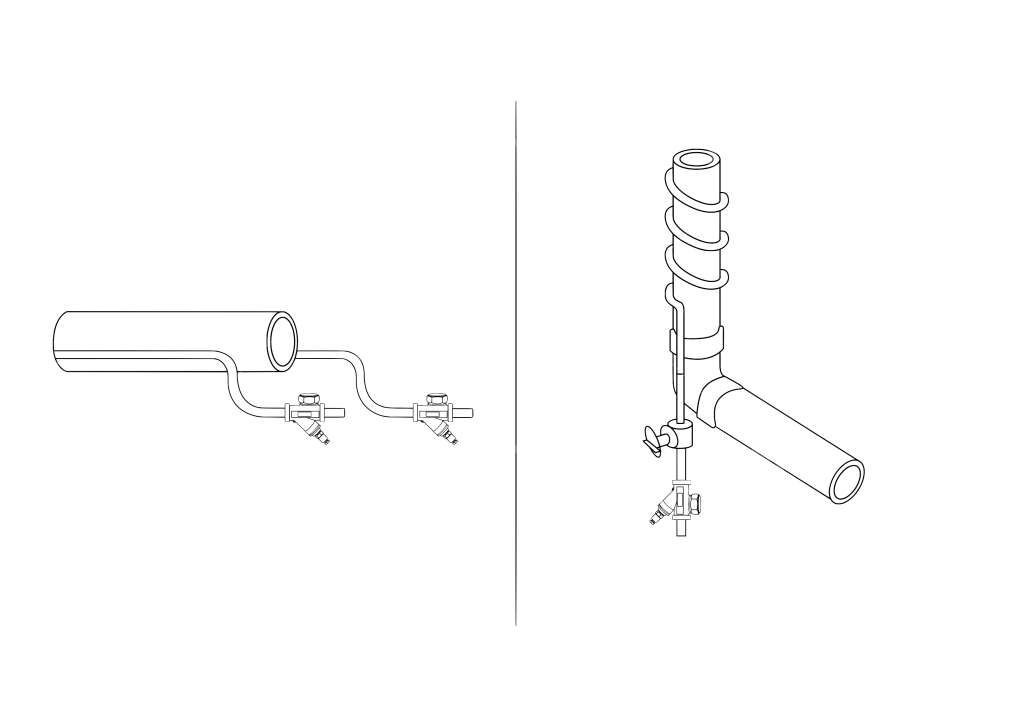
- Tracing Applications: “Tracing traps”
Tracing Applications refer to using steam to elevate the temperature of a product, process, or piece of equipment by using tubing or some type of jacketing device filled with steam. These applications are commonly used to help the flow of high viscosity fluids or avert pipelines and equipment from freezing in winter. These are also relatively small traps and we refer to them as “Trace heating traps”. For each of the steam applications, we need to use a different sizing form which is why we need to identify the trap in the first place. If distribution traps are sized based on steam and condensate system pressure, then we will need more extensive information for process applications.
Once you have identified each of your steam trap that needs to be repaired, please request a sizing sheet as follows:
- For distribution applications
- For process applications
- For trace heating application
Related articles


Let’s discuss your needs